Der Feuchtigkeitsgehalt von Weizen beeinflusst dessen Qualität und Lagerfähigkeit unmittelbar. Zu viel Feuchtigkeit kann leicht zu Problemen wie Mehltau, Keimung und Schädlingsbefall führen, was die Weizenqualität mindert und sich auf Verarbeitung und Verzehr auswirkt. Umgekehrt kann zu wenig Feuchtigkeit dazu führen, dass der Weizen leicht bricht, was ebenfalls Verarbeitung und Lagerung beeinträchtigt. Daher ist die genaue Kontrolle des Feuchtigkeitsgehalts von Weizen entscheidend für die Qualitätssicherung und die Verlängerung der Lagerfähigkeit.

Im Vergleich zur herkömmlichen Ofentrocknungsmethode weist der intelligente Mikrowellen-Feuchtigkeitsanalysator deutliche Vorteile bei der Weizenanalyse auf:
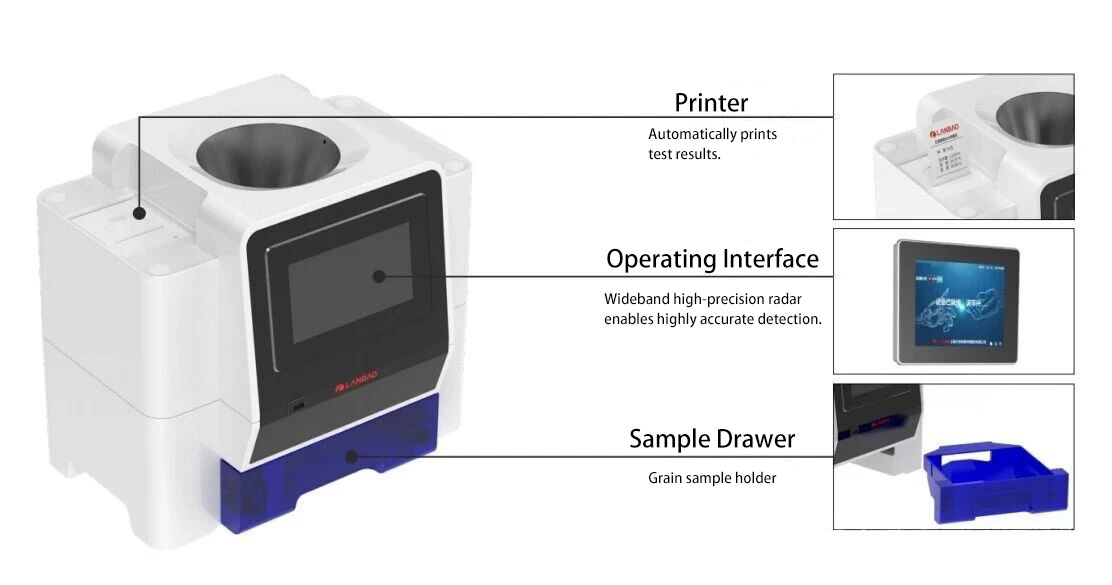
• Hohe Präzision
Das Gerät nutzt Breitband-Hochpräzisionsradar, um eine hochgenaue Messung des gesamten Feuchtigkeitsgehalts im Inneren der Probe zu erreichen.
•Schnelle und zerstörungsfreie Prüfung
Es ermöglicht die zerstörungsfreie Feuchtigkeitsanalyse von Getreide in Echtzeit mit hoher Detektionsgeschwindigkeit (innerhalb von 1 Minute), hoher Genauigkeit, geringer Empfindlichkeit gegenüber der Getreideherkunft und einem großen dynamischen Bereich.
•Echtzeit-Mikrowellenreaktion
Das Mikrowellenfeld reagiert schnell und liefert eine Echtzeitrückmeldung der Messergebnisse.
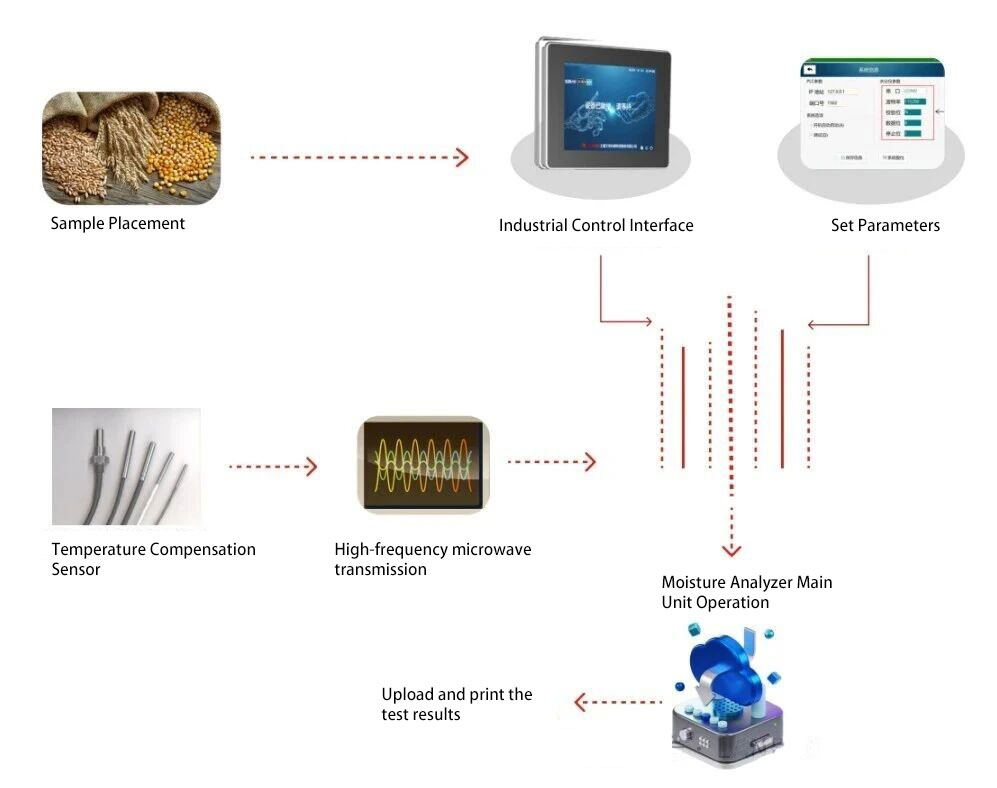
•Temperaturkompensation
Ausgestattet mit einem hochpräzisen Temperatursensor zur Echtzeit-Temperaturkompensation, eignet es sich für unterschiedliche Temperaturumgebungen.
•Breites Anwendungsgebiet
Weitgehend anwendbar zur Feuchtigkeitsmessung in verschiedenen Materialien. Die Messgenauigkeit wird nicht durch Umgebungstemperatur, Staub, Licht oder Materialfarbe beeinträchtigt.
LANBAO Intelligenter Mikrowellen-Feuchtigkeitsanalysator
Dieses auf einer eingebetteten Systemplattform basierende Detektionssystem ermöglicht nicht nur eine präzise Feuchtigkeitsüberwachung, sondern dient durch die kontinuierliche Bereitstellung zuverlässiger Feuchtigkeitsdaten auch als entscheidendes Bindeglied in der industriellen Prozessautomatisierung. Die Echtzeit-Messergebnisse können direkt in die automatisierte Prozesssteuerung eingespeist werden und gewährleisten so eine effiziente und präzise Feuchtigkeitsregelung und -erkennung.

| Modell | MSD-MGO1A |
| Betriebstemperatur | 0-50°C |
| Betriebsfeuchtigkeit | <70% |
| Stromversorgung | 100–240 V AC / 50 Hz |
| Gesamtstromverbrauch | <100 W |
| Messzyklus | 0-60 Sekunden |
| Messbereich der Feuchtigkeit | 5%-35% |
| Messgenauigkeit der Feuchtigkeit | <0,50 % |
| Signalausgangsform | Display, Etikettendruck, Kommunikation |
| Größe des Touchscreens | 7 Zoll |
| Größe der Haupteinheit | 425 mm × 290 mm × 376 mm |
| Stichprobenkapazität | <1L |
Kernanwendungsszenarien der Weizenfeuchtigkeitsmessung
Der intelligente Mikrowellen-Feuchtigkeitsanalysator deckt wichtige Stufen der Weizenindustriekette ab, mit spezifischen Anwendungsbereichen wie:
Qualitätsmanagement vor der Einlagerung:Weizen mit einem Feuchtigkeitsgehalt von über 15 % ist anfällig für Schimmel. Das Mikrowellen-Feuchtigkeitsmessgerät liefert Feuchtigkeitsdaten zweiter Ordnung, um sicherzustellen, dass der Weizen die Sicherheitsnorm für die Lagerung (12–14 %) erfüllt.
Optimierung von Lagerung und Belüftung:In Silos oder Lagerhallen überwacht der Mikrowellen-Feuchtigkeitsanalysator Veränderungen des Feuchtigkeitsgehalts von gelagertem Weizen, verhindert Schädlingsbefall oder Keimung durch Feuchtigkeitsaufnahme und verlängert die Haltbarkeit.
Qualitätskontrolle während des Transports:In Häfen oder während des Transports sichert der Mikrowellen-Feuchteanalysator die Weizenqualität, indem er durch kontinuierliche Überwachung dafür sorgt, dass der Feuchtigkeitsgehalt ≤14% bleibt.

Intelligente Mikrowellen-Feuchteanalysatoren werden in der Weizenfeuchtemessung zunehmend eingesetzt und stetig weiterentwickelt. Angesichts der Strategien zur Ernährungssicherung liegt die zentrale Bedeutung dieser Geräte in der effizienten, präzisen und zerstörungsfreien Online-Überwachung. Sie liefern wichtige Daten für die Qualitätskontrolle bei Lagerung und Transport von Getreide und tragen so zur Steigerung von Qualität und Effizienz in der Getreideindustrie bei.
Veröffentlichungsdatum: 11. Februar 2026