Puslaidininkių gamybos sektoriuje nenormalus lustų kaupimasis yra rimta gamybos problema. Netikėtas lustų kaupimasis gamybos proceso metu gali sugadinti įrangą ir sukelti procesų gedimus, taip pat masinį gaminių utilizavimą, o tai įmonėms sukelia didelių ekonominių nuostolių.
Nuolat tobulinant puslaidininkių gamybos procesus, keliami didesni kokybės kontrolės reikalavimai gamybos metu. Lazeriniai poslinkio jutikliai, kaip bekontaktė, didelio tikslumo matavimo technologija, yra efektyvus sprendimas lustų sudėjimo anomalijoms aptikti, nes jie pasižymi greitu ir tiksliu aptikimo pajėgumu.
Aptikimo principas ir anomalijų vertinimo logika
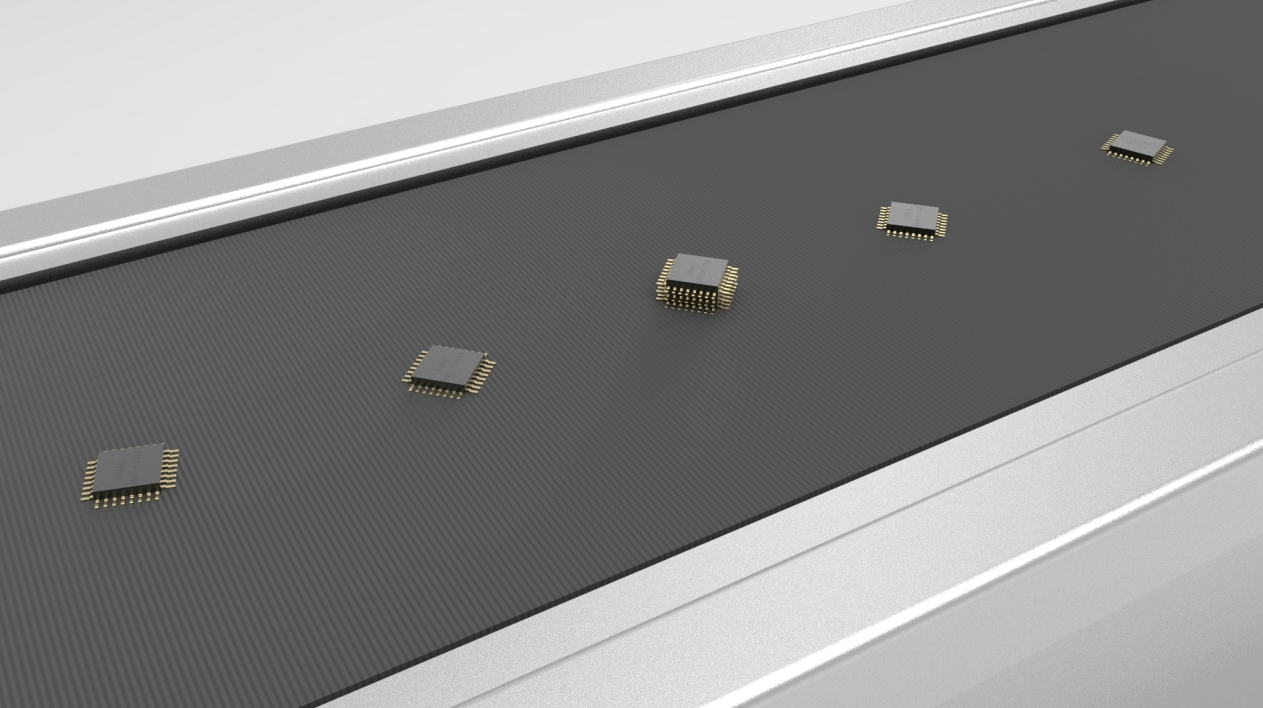
Puslaidininkių gamybos procese lustai paprastai dedami ant nešėjų arba transportavimo takelių vienu sluoksniu, plokščiu išdėstymu. Šiuo atveju lustų paviršiaus aukštis yra iš anksto nustatyta pradinė vertė, paprastai lustų storio ir nešėjų aukščio suma. Kai lustai netyčia sukraunami, jų paviršiaus aukštis žymiai padidėja. Šis pokytis yra labai svarbus pagrindas aptikti krūvio sutrikimus.
Transporto bėgių krovimo aptikimas
Transportavimo takeliai yra labai svarbūs lustų judėjimo kanalai gamybos proceso metu. Tačiau dėl elektrostatinės adsorbcijos arba mechaninių gedimų transportavimo metu drožlės gali kauptis ant takelių, dėl kurių takeliai gali užsikimšti. Tokie užsikimšimai gali ne tik sutrikdyti gamybos srautą, bet ir pažeisti lustą.
Siekiant stebėti netrukdomą transportavimo bėgių srautą, virš bėgių galima išdėstyti lazerinius poslinkio jutiklius, kurie nuskaito bėgių skerspjūvio aukštį. Jei lokalizuotos srities aukštis yra nenormalus (pvz., didesnis arba mažesnis už vieno drožlių sluoksnio storį), jutikliai tai nustatys kaip krovimo kliūtį ir įjungs aliarmo mechanizmą, kad operatoriai būtų informuoti apie savalaikį tvarkymą, užtikrinant sklandų gamybos srautą.
Aptikimo procesas
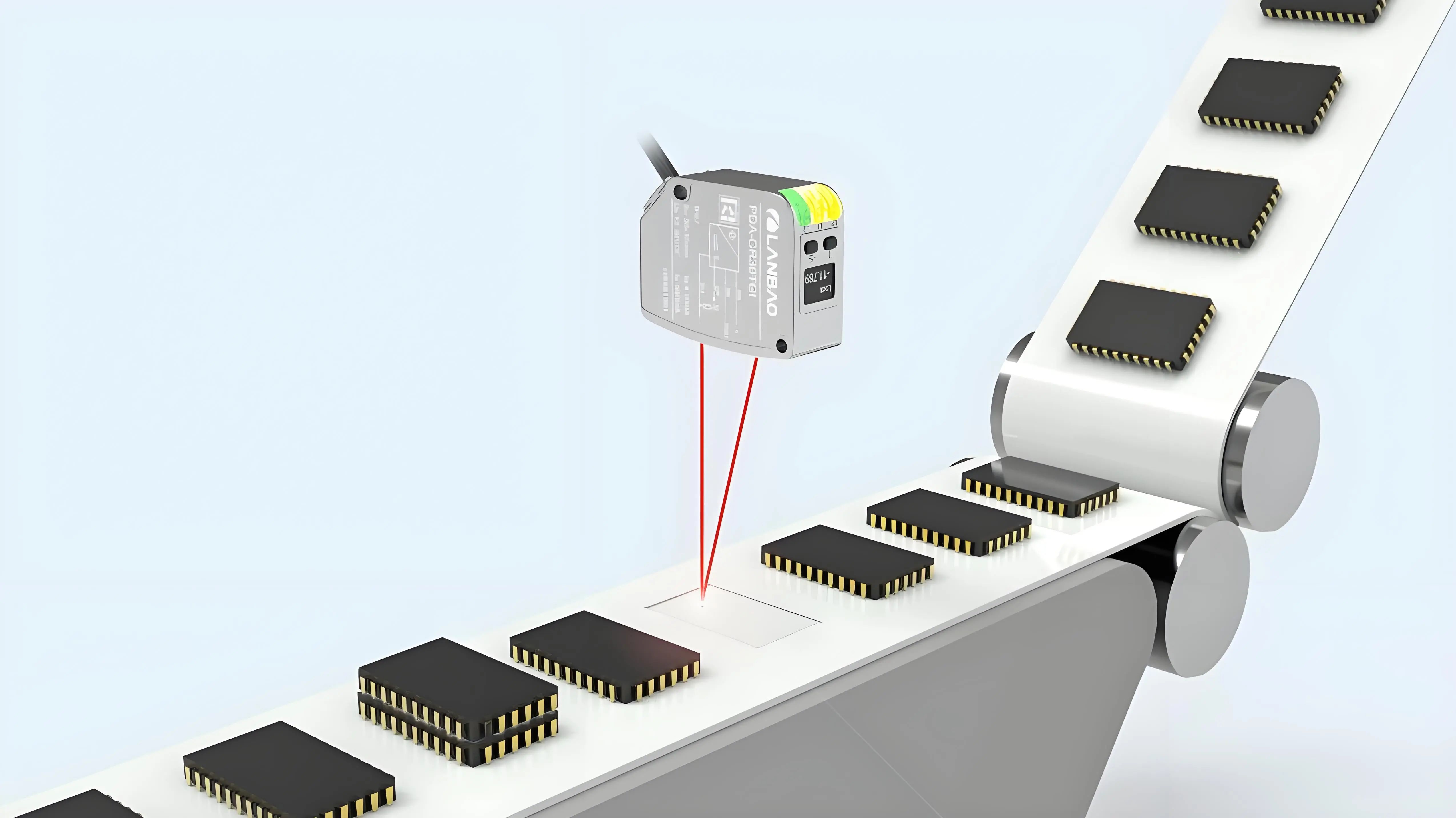
„Lanbao“ lazeriniai poslinkio jutikliai tiksliai matuoja taikinių paviršių aukštį, skleidžiant lazerio spindulį, priimant atspindėtą signalą ir naudojant trianguliacijos metodą.
Jutiklis yra vertikaliai sulygiuotas su lusto aptikimo sritimi, nuolat skleidžia lazerio spindulį ir priima atspindėtą signalą. Lusto transportavimo metu jutiklis gali gauti realaus laiko informaciją apie paviršiaus aukštį.
Jutiklis naudoja vidinį algoritmą, kad apskaičiuotų lusto paviršiaus aukščio vertę iš gauto atspindėto signalo. Norint patenkinti puslaidininkių gamybos linijų didelio greičio perdavimo reikalavimus, jutiklis turi pasižymėti dideliu tikslumu ir dideliu diskretizavimo dažniu.
Nustatomas leistinas aukščio kitimo diapazonas, paprastai ±30 µm nuo bazinio aukščio. Jei išmatuota vertė viršija šį slenksčio diapazoną, tai laikoma krūvio sutrikimu. Ši slenksčio nustatymo logika gali efektyviai atskirti įprastus vieno sluoksnio lustus nuo sukrautų lustų.
Aptikus krovimo anomaliją, jutiklis įjungia garsinį ir vaizdinį signalą ir tuo pačiu metu aktyvuoja robotinę ranką, kad pašalintų nenormalią vietą, arba sustabdo gamybos liniją, kad būtų išvengta tolesnio situacijos blogėjimo. Šis greito reagavimo mechanizmas maksimaliai sumažina krovimo anomalijų sukeliamus nuostolius.

Lazerinių poslinkio jutiklių naudojimas realiuoju laiku ir didelio tikslumo lustų išdėstymo anomalijų aptikimui gali žymiai pagerinti puslaidininkių gamybos linijų patikimumą ir našumą. Nuolat tobulėjant technologijoms, lazeriniai poslinkio jutikliai vaidins dar didesnį vaidmenį puslaidininkių gamyboje, užtikrindami tvirtą paramą tvariam pramonės vystymuisi.
Įrašo laikas: 2025 m. kovo 25 d.