Le taux d'humidité du blé influe directement sur sa qualité et ses conditions de stockage. Un excès d'humidité peut facilement entraîner des problèmes tels que le mildiou, la germination et les infestations de ravageurs, réduisant ainsi la qualité du blé et impactant sa transformation et sa consommation. À l'inverse, un taux d'humidité insuffisant peut rendre le blé fragile, affectant également sa transformation et son stockage. Par conséquent, un contrôle rigoureux du taux d'humidité du blé est essentiel pour garantir sa qualité et prolonger sa durée de conservation.

Comparé à la méthode traditionnelle de séchage au four, l'analyseur d'humidité intelligent à micro-ondes présente des avantages significatifs pour la détection du blé :
• Haute précision
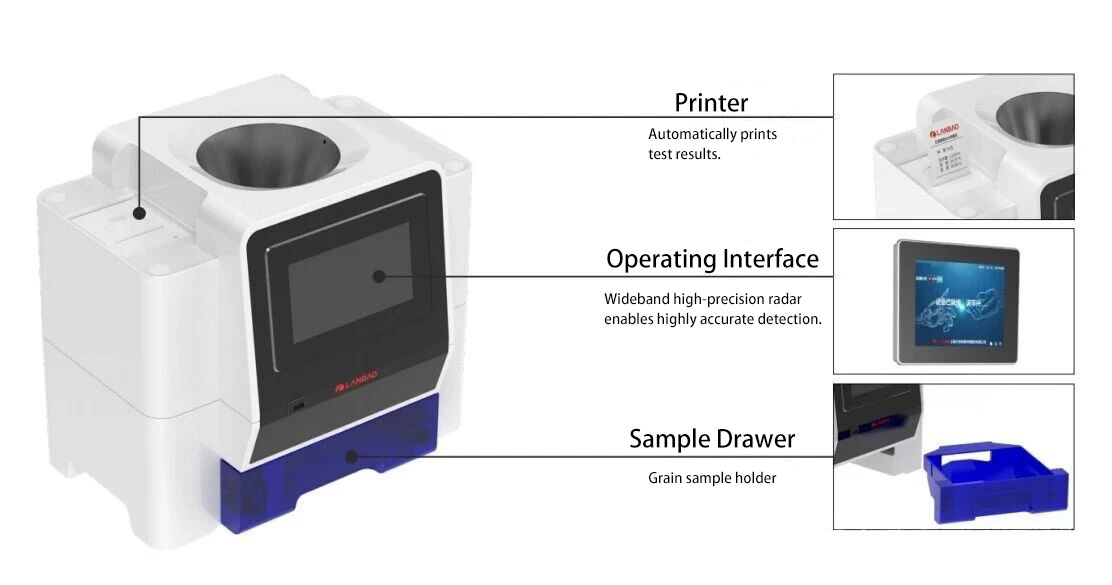
L'appareil utilise un radar à large bande de haute précision pour obtenir une mesure très précise de la teneur en humidité globale à l'intérieur de l'échantillon.
•Essais rapides et non destructifs
Il permet une analyse en temps réel et non destructive de l'humidité des grains, avec une vitesse de détection rapide (en moins d'une minute), une grande précision, une faible sensibilité à l'origine des grains et une large plage dynamique.
•Réponse micro-ondes en temps réel
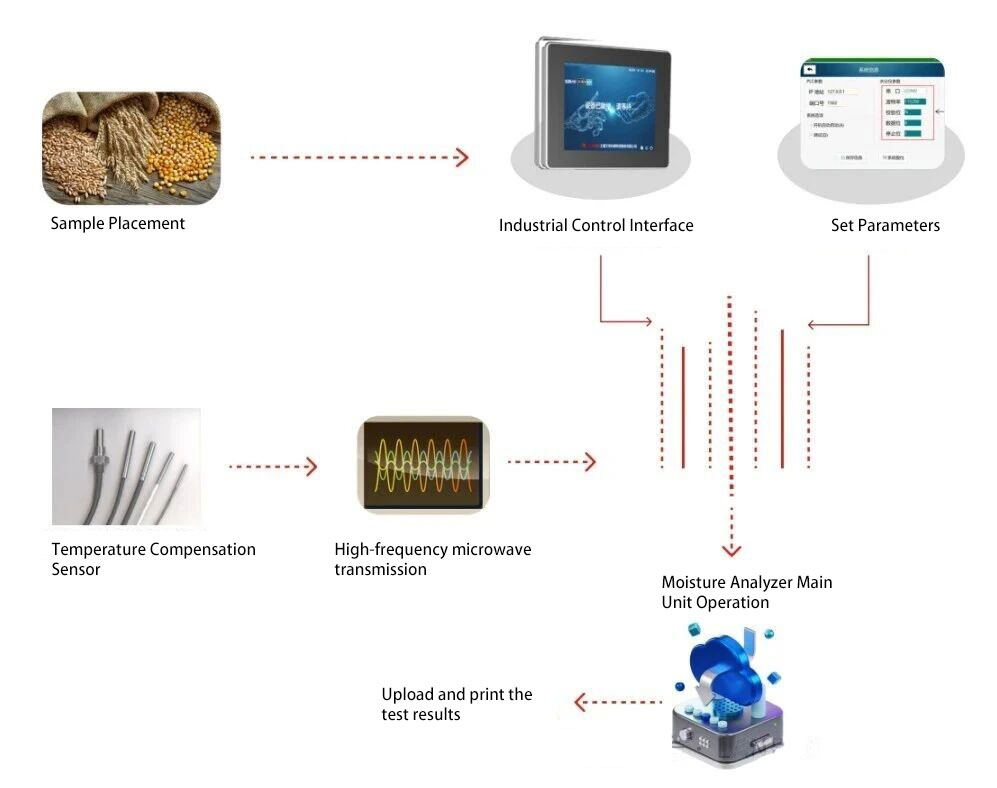
Le champ micro-ondes réagit rapidement, fournissant un retour d'information en temps réel sur les résultats de mesure.
•Compensation de température
Doté d'un capteur de température de haute précision pour une compensation de température en temps réel, il convient à différents environnements thermiques.
•Large applicabilité
Largement applicable à la mesure de l'humidité dans divers matériaux. La précision de la détection n'est pas affectée par la température ambiante, la poussière, la lumière ou la couleur du matériau.
Analyseur d'humidité intelligent à micro-ondes LANBAO
Reposant sur une plateforme d'exploitation embarquée, ce système de détection assure une surveillance précise de l'humidité et constitue un maillon essentiel de l'automatisation des processus industriels en fournissant en continu des données d'humidité fiables. Les résultats de mesure en temps réel alimentent directement le contrôle automatisé des processus, garantissant ainsi une régulation et une détection de l'humidité efficaces et précises.

| Modèle | MSD-MGO1A |
| Température de fonctionnement | 0-50°C |
| Humidité de fonctionnement | <70% |
| Source d'alimentation électrique | 100-240 V CA / 50 Hz |
| Consommation électrique globale | <100W |
| Cycle de mesure | 0-60 s |
| Plage de mesure de l'humidité | 5 % à 35 % |
| Précision de mesure de l'humidité | <0,50% |
| forme de sortie du signal | Affichage, impression d'étiquettes, communication |
| Taille de l'écran tactile | 7 pouces |
| Taille de l'unité principale | 425 mm x 290 mm x 376 mm |
| Capacité d'échantillonnage | <1L |
Principaux scénarios d'application de la détection de l'humidité du blé
L'analyseur d'humidité intelligent à micro-ondes couvre les étapes clés de la chaîne de valeur de l'industrie du blé, avec des applications spécifiques telles que :
Gestion de la qualité avant entrepôt :Le blé dont la teneur en humidité dépasse 15 % est susceptible de moisir. L’analyseur d’humidité à micro-ondes fournit des données d’humidité de second niveau afin de garantir que le blé respecte la norme de stockage sécuritaire (12 % à 14 %).
Optimisation du stockage et de la ventilation :Dans les silos ou les entrepôts, l'analyseur d'humidité à micro-ondes surveille les variations du taux d'humidité du blé stocké, prévenant ainsi les infestations de ravageurs ou la germination dues à la reprise d'humidité et prolongeant la durée de conservation.
Contrôle de la qualité pendant le transport :Dans les ports ou pendant le transport, l'analyseur d'humidité à micro-ondes préserve la qualité du blé en garantissant que la teneur en humidité reste ≤14% grâce à une surveillance continue.

L'utilisation d'analyseurs d'humidité à micro-ondes intelligents pour le contrôle de l'humidité du blé connaît une adoption rapide et une tendance à l'amélioration continue. Dans le contexte des stratégies de sécurité alimentaire, l'intérêt majeur de ces analyseurs réside dans leur capacité à permettre une surveillance en ligne efficace, précise et non destructive. Ils fournissent des données essentielles au contrôle qualité lors du stockage et du transport des céréales, contribuant ainsi à améliorer la qualité et l'efficacité de la filière céréalière.
Date de publication : 11 février 2026